K úpravě povrchu leptů před barvením chemickou cestou a další poznatky s leptáním
Vydáno: 17.7.2015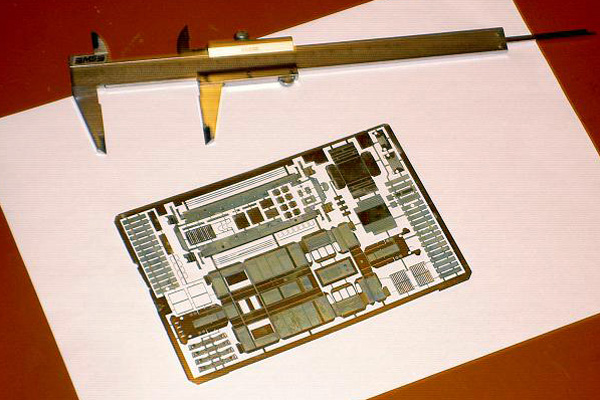 K nedávno jsem obdržel stručný diskusní příspěvek od Martina Turka k publikovanému příspěvku o speciálním přípravku GALVINOL – ZDE. Z následující mailové korespondence pak vyplynulo, že Martin, coby nadšený N-kař a chemik v jedné osobě, delší čas testoval leptání desek plošných spojů, posléze i leptání a barvení mosazných a alpakových plechů. Martin vyhověl mému přání, aby se podělil o své bohaté zkušenosti a sepsal několik svých zajímavých poznatků a doporučení. (pozn. J. H.)
K nedávno jsem obdržel stručný diskusní příspěvek od Martina Turka k publikovanému příspěvku o speciálním přípravku GALVINOL – ZDE. Z následující mailové korespondence pak vyplynulo, že Martin, coby nadšený N-kař a chemik v jedné osobě, delší čas testoval leptání desek plošných spojů, posléze i leptání a barvení mosazných a alpakových plechů. Martin vyhověl mému přání, aby se podělil o své bohaté zkušenosti a sepsal několik svých zajímavých poznatků a doporučení. (pozn. J. H.)
Důležité upozornění k bezpečnosti práce!
Těm, kteří se vyznají v bezpečnosti práce s chemikáliemi, to jistě není třeba připomínat, ale naopak těm ostatním je nutné zdůraznit, že postupy dále uvedené v tomto článku mohou způsobit vážné poškození zdraví. Takže, autor i vydavatel důrazně upozorňují, že nemohou převzít odpovědnost za event. poškození zdraví způsobené nesprávnými pracovními postupy s chemikáliemi zde uvedenými.
Jak jsem se dostal k leptání?
Bylo by to dlouhé povídání, tak jen stručně. Jsem ten typ člověka, který se snaží ovládnout všechny technologie sám. Takže, po zkušenostech s leptáním mnoha set (možná i tisíců) desek plošných spojů, vesměs v SMD provedeni, jsem měl dlouhou dobu nutkání pustit se také do leptání modelů. A protože se k tomu časem přidala i silná touha vlastnit modely českých lokomotiv a vozů v N-ku, tak jsem se k tomu nakonec přeci jen odhodlal.
V začátku pro mne bylo největší překážkou sehnání potřebného materiálu. Po více jak ročním hledání vhodného výrobce (prodejce) a zvažování různých alternativ, dokonce i včetně úvahy o vlastní laminaci či stříkání fotorezistu (kvalita nanesení fotocitlivé vrstvy na polotovar je dle mého názoru stále ten nejzásadnější faktor ovlivňující výsledný model!!), jsem nakonec našel německou firmu SAEMANN Ätztechnik – ZDE, a objednal u nich pár desek.
Hned v počátku jsem se zaměřil na alpaku, neboť tento materiál je nejstálejší. Měď, resp. i mosaz podle mých vlastních zkušenosti nejen s DPS oxidují, a mám vyzkoušené, že dostane-li se koroze pod barvu (resp. amatérskou nepájivou masku), efekt je v podstatě stejný, jako když začne rezavět automobil.

Obr. 1
Tak, a jdeme na věc
Několik desek jsem tedy měl, a mohl jsem začít zkoušet, experimentovat a testovat. Poměrně záhy jsem pro výrobu modelů zavrhl roztok chloridu železitého, který jsem do té doby vzhledem k příznivé ceně zcela jednoznačně preferoval.
Poznámka: Nakupuji jej samozřejmě levně jakožto laboratorní chemikálii v kvalitě „technický“, a nikoliv jako komerční produkt leptací lázeň např. od firmy ELCHEMCo – bohužel, předražování jinak v podstatě běžných technických chemikálii je dnes běžným trendem, obdobně např. bazénová chemie, toluenové čističe a další ředidla apod.
Hlavním nedostatkem výše uvedeného leptadla je jednak příliš pomalá reakce a tím vyšší riziko podleptání, a zadruhé jsem po mikroskopické prohlídce zjistil, že zanechává v alpace jakousi „porézní houbu“. Hrany/plochy prostě nebyly při dlouhém leptání dostatečné ostré a chlorid se plechem dostával i pod masku. Přešel jsem tedy na již dříve mi známou, avšak z hlediska mírně vyšší ceny dosud neprobádanou, směs kyseliny chlorovodíkové a peroxidu vodíku. Nebudu čtenáře zdlouhavě zatěžovat chemií, popis reakce kovů s oběma leptadly je v podstatě podobný a na internetu běžně dohledatelný. Uvedu jen mnou finálně osvědčenou směs:
1:1 (obj.) HCl (30% tech.), H2O2 (10% tech.)
či případně:
3:2:1 (obj.) HC l(30% tech.), H2O (stačí z kohoutku), H2O2 (30% tech.)
Zde bych ještě podotkl, že koncentraci lázně a celý proces je přesto dobré si na menším kousku plechu osobně ověřit a vyzkoušet! Čím víc bude ve směsi vody, tím bude samozřejmě reakce mírnější, méně vody naopak povede k reakci bouřlivější. Při zachování standardních bezpečnostních opatřeni pro práci s běžnými (slabými) kyselinami, a při dobrém větrání(!) není potřeba se obávat ohřevu hodně ostré leptací lázně, ovšem ze zkušenosti není úplně radno směs nechat vyloženě vřít. Směsi ani modeláři se snad s výjimkou čichání nepříjemně ostrého zápachu nemá moc co stát. Ale teplo lázně přechází do leptaného plechu a díky délkové roztažnosti se tak může (zejména na malých ploškách a opravdu tenkých liniích), že dojde k poškození a odloupnutí leptuvzdorné masky!
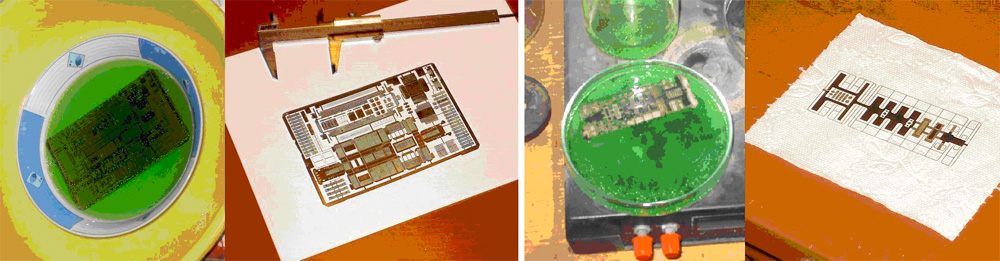
Obr. 2
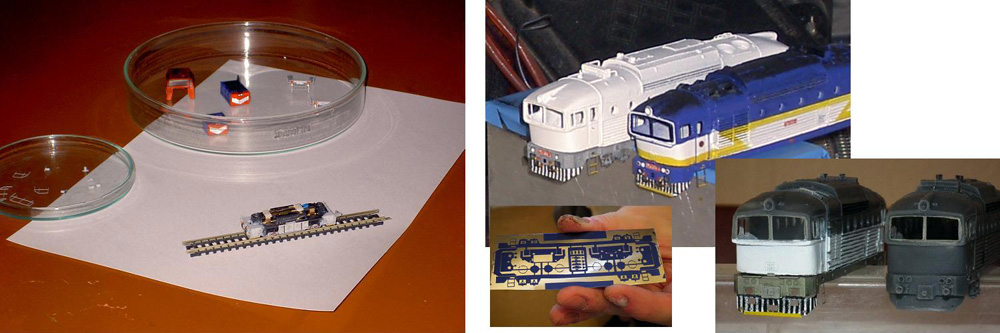
Můj úplně první lept – model lokomotivy „Kocour“ a následně už i trošku propracovanější model „malé Lego“ byly zhotoveny právě z výše zmíněných pozitivně ovrstvených desek.
S pozitivem se pracovalo dobře, obdobně jako s obecně známými polotovary DPS, ovšem měl jsem k němu výhrady: Na pozitivním lakem evidentně stříkaném povrchu (stejně jako u zmíněných polotovarů cuprexitu) je až mnoho vad, bublinek, nitek, škrábanců; dá se říci, že na 1 dm2 bylo průměrně 3 – 5 nedostatků na každé straně, což se pak na polotovaru modelu v N-ku retušuje (leptuvzdorným lakem) dost složitě. Navíc, vrstva fotorezistu není rovnoměrná a chce to opravdu dobře hlídat vyvolávání! Vzhledem k nerovnoměrnosti totiž může dojít k situaci (a v mé elektrotechnické praxi již bohužel mnohokrát nastala), když je motiv již zdánlivě celý vyvolán, že v nějakém odlehlém koutku, kde byla vrstva rezistu nepatrně vyšší, není část osvícené plochy vyvolaná úplně – až ke kovu. Následky takového drobného přehlédnutí jsou vám asi předem jasné… (u modelu by šlo po takové nehodě teoreticky použít alespoň díly, které se v této oblasti nenacházeli – DPS můžeme rovnou zvesela zahodit…)
Mezi klady bych pak zařadil: pohodovou exportovatelnost souboru z Autocadu a vskutku tenkou vrstvičku fotorezistu, což lépe vyhovuje těm opravdu drobným detailům (viz dále).

Obr. 3
.
Následně jsem pak od české firmy Semach z Valašského Meziříčí – ZDE, zakoupil polotovary profesionálně potažené negativem. Bylo to řádově o víc jak polovinu levnější, a co víc, potěšila mne perfektní komunikace s firmou. Ve všem mi vyhověli a dokonce nabídli tři různé tloušťky desek – 0,15 – 0,2 – 0,25 mm.
Jenže, bohužel ani negativ není tak ideální, jak jsem si sliboval. 50 um silná vrstva je skoro až moc vysoká pro drobné štěrbiny tenčí než 0,1 mm. Při vyvolávání a oplachu tam má totiž neodplavený materiál tendenci zůstávat. Takže drobné štěrbiny je potřeba důkladně retušovat (jehlou), jinak se k nim kyselina téměř nedostane a zůstanou neproleptané! Celý proces je pak také o něco náročnější na chemikálie, i na složitější export předlohy přes .pdf do rastru a následně tam teprve rozumná inverze barev a tisk negativní osvitové masky.
Materiál má samozřejmě i nesporné klady: vrstva je souměrná, je opravdu velmi pevná, kvalitní, a v podstatě bez vad. Má navíc také tenkou krycí fólii, která ji chrání a sejme se až před vyvoláváním. Změna barvy osvícených částí je velká a dobře patrná i přes ochranné brýle.
Z těchto negativních desek prozatím vznikly nejen lokomotivní rámy na dva Brejlovce z odlitků a doplňky k nim, ale i malý vlak čtyř výsypných vozu Faccs10, a několik dalších drobností.

Obr. 4
.
Takže, suma sumárum
Pozitiv ani negativ nejsou úplně dokonalé technologie, a když se k tomu přidá naše oblíbené měřítko 1:160 – je to strašný boj! Třeba žaluzie leptám běžně dva- až třikrát, přední žaluzii na malé Lego jsem dělal dokonce čtyřikrát. Jinými slovy: Kdyby chtěl někdo poradit, zda se má pustit do leptání metodou negativu či pozitivu, asi bych mu řekl, že sám nevím. Snad jen negativní desky mne vyšly levněji.
.
A nyní se konečně dostáváme tam, kde celý nápad na tenhle článek vlastně vznikl, k rozvinutí původního příspěvku na téma přípravy povrchu k lepení a barvení.
Je všeobecně známé, že obecně se barvy odlupují na hladkém, lesklém, anebo mastném povrchu, tj. tam, kde se nemají čeho „chytit“. U plechů používaných k výrobě leptaných dílů pro modely platí, že jde většinou o polotovary primárně určené k jiným účelům. K leptání šablon pro pastování plošek SMD součástek cínovou metodou, k leptání tak zvaných GOBO šablon pro vizuální efekty a další použití. Plechy je nutné před ovrstvením fotocitlivou vrstvou dobře vyčistit a většinou se i důkladně leští – jinak na ně zejména profesionálně laminovaný negativní rezist (prý) špatně chytá! U výše zmíněných příkladů použití to následně už samozřejmě nikomu a ničemu nevadí, ovšem pro náš účel, tj. výrobu dílů pro modely, už takto vyleštěný povrch plechů přináší problémy při následném barvení.
Pokud tedy známe technologii vyleptání dílů (často se používá termín „chemické frézování“) pro sestavení modelu z mosazného či alpakového plechu, je podle mne nejlepším postupem přípravy těchto dílů nejen k barvení, opětovné naleptání jejich povrchu (dejme tomu třeba „chemické broušení“).
Tento postup se jednak nabízí sám o sobě, a především je na rozdíl od jakéhokoliv broušení podstatně šetrnější k námi pracně dobývaným detailům. Také je samozřejmě daleko rovnoměrnější – asi všichni známe obtížnost broušení např. vnitřních hran či drobných prohlubní a otvorů. Leptadlo se dostane všude. Ono ruku na srdce, překrásně lesknoucí se model je sice fotogenický i v průběhu stavby, ovšem k barvení naopak vyloženě nevhodný.
Postup je myslím uplatnitelný nejen modeláři, kteří si modely sami leptají, ale samozřejmě totéž platí o leptech zakoupených u jiných výrobců. Jak už bylo mnohokrát napsáno, leptů a leptání se není třeba bát, nicméně určitá zkušenost se vřele doporučuje.
Ale POZOR: Tento postup samozřejmě nepraktikuji u dílů, které trvale zůstanou v pohledově kovově lesklém vzhledu, bez úprav – tedy např. u tabulek lokomotiv!!
Jak na to?
Vyleptaný rámeček tedy standardně zbavím zbytku leptuvzdorné masky (proces se profesionálně nazývá „stripování“) a standardně jej opláchnu ve vodě. To je de facto stav zakoupeného leptu.
Následně pak rámeček na pouhých pár vteřin vnořím do 30 – 40% roztoku chloridu železitého (FeCl3), jak již bylo uvedeno běžně používaného na leptáni desek plošných spojů (zakoupeného v podstatě v každé prodejně pro elektrotechniky jako GMe, GES apod.). Po několikavteřinovém ponoření rámeček opět důkladně opláchnu a osuším. Leštěný povrch na pohled i omak „zhnusní“, ovšem chytne na něj zaručeně cokoliv: cín, lepidlo, tmel, barva.
Poznámka: Mohlo by být mírně matoucí, že jsem v předchozí části chlorid železitý na alpaku vysloveně nedoporučoval. Ano, nedoporučoval jsem jej k hlubokému leptání, ovšem na narušení (zmatnění) původně hladkého povrchu výše uvedené nemá vliv. Ba naopak, zde je menší reaktivnost výhodou! Nechceme přijít o hrany, nýbrž jen „chemicky zbrousit“ plochy.
Naleptaný povrch je teď připravený pro aplikaci základové barvy a tmelů (stříkacích i nanášených jinak). Ke tmelení dosti často používám jen vteřinové lepidlo, jakožto minimalista nákladů to považuji za racionální metodu. Zde jsem neshledal žádný problém, po přebroušení (i bez přebroušení) na ploše ošetřené vteřinovým lepidlem barvy v pohodě drží. Pokud jsou díly pájené, je účelné je samozřejmě očistit od zbytků kalafuny (přítomné v každém trubičkovém cínu) lihem. Aceton zde raději ne, ten může narušit vteřinové lepidlo.

Obr. 5
.
Barvení
Na takto upravený povrch z barevných kovů lze stříkat jakékoliv barvy. Pokud je dodržen výše uvedený postup, nesloupnou se. (Alespoň mě se tedy z naleptaného povrchu nikdy nesloupaly)
.
Pár poznámek k barvení odlitků
U modelů z odlitků se mi osvědčilo důkladné odmaštění vybroušeného odlitku Jarem. Po dokonalém vyschnutí pak nejprve povrch přestříknu matnou bílou barvou ve spreji,1) která dle mého soudu povrch těchto odlitků mírně naleptá (přesněji difunduje). Z mé zkušenosti plastikářské syntetické barvy při stříkání přímo na PU odlitek skutečně moc nedrží, což je nejspíš způsobeno samotnou („mastnou“) povahou materiálu. Je ovšem pravda, že jsem si zvykl stříkat levnými spreji všechny modely téměř bezvýhradně, a to včetně patinového ofouknutí „začerněných“ střech či všudy přítomné rzi od zbroušených okolků na rámech apod. Chce to jen trošku cviku a zručnosti.
Natírání štětcem používám jen tam, kde chci dosáhnout hrubě matného až téměř „namatlaného“ vzhledu. Profesionální „airbrush“ sadu nevlastním.
.
Závěrem ještě pár poznámek k metodám stavby a barvení nalezeným na internetu:
Ještě bych se rád pozastavil nad často vídaným či slýchaným postupem stavby. Určitě zde nehodlám podávat nějaký patent na rozum, ale přijde mi úsměvná vskutku častá chyba ve striktním postupu nejdříve celý model postavit, a pak jej teprve celý nabarvit.
Modely zásadně barvím průběžně a sestavuji je dost často z takto připravených podcelků. Mnoho drobných dílů také barvím (obdobně jako kitaři) ještě před vystřižením či vyříznutím z rámečku a montuji je již nabarvené, např. vnitřní plochy otevřených listů žaluzií stříkám zevnitř ještě před montáží.
Obr. 6
.
Také se přiznám, že ač běžně pájím i opravdu malé součástky (běžně SMD součástky vel. 0603), tak na modelech se snažím pájet skutečně jen tam, kde je to z pevnostních důvodů nezbytné. Představa cínu navzlínaného třeba do štěrbiny kapoty, dvířek, či tenké mřížky, je děsivá. Zatímco „hloupě ukápnuté“ vteřinové lepidlo jde ještě acetonem jakž-takž odstranit.
A v poslední řadě bych se pozastavil nad tím, že i překrásně sestavený model může doslova „zabít“ barvení! Podle nabarvení modelu, řekl bych, se teprve pozná dobrý model od průměrného. Barvou je třeba vždy šetřit, osobně raději model 3x nebo i 4x jen přepráším, než aby na něm vznikla doslova povodeň zákeřně a nenávratně zalévající všechny drobné detaily. Tendenci slít se mají po hříchu zejména lesklé barvy, protože obsahují hodně laku, ty matné jsou k modeláři daleko přítulnější a ve výsledku dle mého i vypadají realističtěji.
_________________________________________
1) Autor stati na můj dotaz uvedl, že používá standardní levné barvy ve spreji z obchodů pro kutily (OBI, Baumax apod.), např. zn. BELTON. Chápu, že není schopen definovat jejich složení. Na obalech se totiž složení neuvádí, podle čichu se nedá poznat nic. Kde jsou ty časy, kdy bylo všem jasné, že barva je „nitro“, „syntetika“ či „fermežovka“. Samozřejmě, že laboratorním chemickým rozborem by se to dalo zjistit, ale kdo by se tím trápil? Dnes se vesele tvrdí, že všechny prodávané barvy jsou ekologicky nezávadné a jako trumf se šíří blábol, že jsou ředitelné vodou (jako by právě voda byla zárukou ekologické nezávadnosti). Ale kdo by tomu věřil? 🙂
Jak autor navíc dodává, ono se bůhví proč mlží i pokud jde o odlévací pryskyřice používané na odlitky modelů železničních vozidel. (Není třeba dlouho přemýšlet proč? Kvalitní pryskyřice jsou totiž drahé!) Třeba p. Číž prý uvádí, že jeho odlitky jsou z PU (obchodních značek je ovšem bezpočet), ale podle všeho, jak naznačují diskuse modelářů, se může jednat o ledacos. Jeho odlitky jsou měkké, mastné a občas se i kroutí; jinými slovy, jím používaná odlévací hmota moc vhodná pro stabilitu modelů není. A proč modeláří vznášejí požadavek na přesné chemické složení odlitku? To je jasné! Především kvůli nejvhodnějšímu způsobu opracování odlitku a hlavně pak kvůli použití nejvhodnějších barev, které se nejlépe „spojí“ s materiálem odlitku. Pozn. J. H.
(S velkým poděkováním autorovi webu Honzíkovy vláčky nejen za poskytnutý prostor a nástřel článku, ale zejména za redakční úpravu textu!)
Ilustrační foto autor
rev. textu 7. 9. 2023 – opraveny překlepy přehlédnuté redakcí a zvýrazněny některé myšlenky při studování autorových poznatků v souvislosti s článkem, který byl vytvořen a vyšel v roce 2023: „Přehled možných způsobu výroby DPS“ – ZDE. hlav.
.
Rubrika: DÍLNA, ZNÁŠ TO?, Zpracování, ZPRÁVYPočet přečtení: 7 938 | Tisknout:
 | Poslat:
| Poslat: