Proč otevřený plamen při pájení dílů z leptů
Vydáno: 26.11.2018 Na téma „nebojte se leptů“ už toho bylo napsáno hodně. Taky jsme se před pár lety zapojili do osvěty (třeba ZDE) a posléze několika dalšími příspěvky o stavbě modelů z leptů přispěli. Neexistují statistiky dokazující, že oproti době minulé se dnes zvýšil počet modelářů, kteří si umí postavit nějaký model stožáru, domečku, vagonu, či dokonce lokomotivy z vyleptaných dílů z mosazného či alpakového plechu. Není cílem tohoto příspěvku o tom polemizovat. Chci jen stručně upozornit na jeden plynový hořák, který začal být hojně nabízen v e-shopech.
Na téma „nebojte se leptů“ už toho bylo napsáno hodně. Taky jsme se před pár lety zapojili do osvěty (třeba ZDE) a posléze několika dalšími příspěvky o stavbě modelů z leptů přispěli. Neexistují statistiky dokazující, že oproti době minulé se dnes zvýšil počet modelářů, kteří si umí postavit nějaký model stožáru, domečku, vagonu, či dokonce lokomotivy z vyleptaných dílů z mosazného či alpakového plechu. Není cílem tohoto příspěvku o tom polemizovat. Chci jen stručně upozornit na jeden plynový hořák, který začal být hojně nabízen v e-shopech.
Několik poznámek o pájení (zkušení nechť nečtou)
Při zpracování leptů se neobejdeme bez pájení, tedy spojování součástí roztaveným pomocným materiálem, tzv. pájkou. Pájka je slitina snadno tavitelných kovů. Pájky s teplotou tavení do cca 450°C se označují jako měkké, ty s vyšší teplotou tavení jako tvrdé.
Do zákazu pájek obsahujících olovo (viz směrnice RoHO od r. 2006) byla teplota tání slitiny cca 60 % cínu a 40 % olova okolo 180°C (mimochodem, tyto pájky jsou stále běžně dostupné nejen v čínských e-shopech). Nové slitiny, kde olovo nahrazuje cín, kadmium, zinek, měď aj. kovy, mívají teplotou tavení o 20 – 45°C vyšší, ale co je horší, mají řadu jiných negativních vlastností.
Na druhou stranu ale je současná existence pájek s různou teplotou tavení pro modeláře sestavující modely z vyleptaných dílů z mosazných (alpakových) plechů výhodná. Např., základní komponenty modelu se spájí pájkou s vysokou teplotou tavení (nad 300°C), další drobnější díly se „přichytí“ pájkou s teplotou tavení 180°C a konečně detaily se připájí nakonec např. Woodovým kovem (tavení cca 70°C). K tomu je ale potřeba mít páječku s kvalitní (digitální) regulací, a navíc mít znalosti a zkušenosti, např. s předehříváním pájených dílů – viz dále.
Předehřívání pájených dílů
Aby se pájka spojila s materiálem (a tím došlo ke spojení dvou např. mosazných dílů), musí být spojovaný materiál zahřátý (předehřátý) na přibližně stejnou teplotu, jakou je bod tavení pájky. Snadno se to napíše (možná hůře na první přečtení pochopí), ale má to logiku. Kdybychom totiž nechali roztavenou pájku skápnout z malé výšky na studený mosazný plech, nejspíš se vytvořená kapička na plechu rozplácne, ale nepřichytí. Ano, bude to závislé i na očištění plechu od mastnost a pokrytí jeho povrchu tavidlem, ale to nyní nebudeme zkoumat. Podstatné je, že při měkkém pájení se nejdříve musí oba díly pájeného materiálu lokálním ohřevem zahřát a teprve poté dodat pájku (spolu s tavidlem), která jen tak dokonale přilne k materiálu. Pájka vytvoří po vychladnutí pevné mechanické a elektrické spojení – a v tom je rozdíl od svařování, kdy díky vysoké teplotě v místě svařování dojde (kromě dodání rozpuštěného kovu do sváru) k natavení spojovaných dílů (součástek).
V případě nahřívání pájených dílů může nastat problém: Hrot páječky (ať už elektrické s topným tělískem, nebo tzv. transformátorové) mnohdy nedokáže vyvinout dostatečné množství tepla k ohřátí pájeného materiálu, i když je výkon páječky nastaven na maximum. Pájené díly jsou totiž natolik velké, že dochází k jejich samovolnému ochlazování, byť je hrot páječky přiložen třeba i dlouhou dobu. A nepomůže ani výměna tenkého hrotu za silnější, s větší dotykovou plochou.
K výraznějšímu ochlazování pájeného materiálu (i malých dílů) může docházet též tehdy, když je položen (upevněn) na tepelně vodivém materiálu, jakým je především kov (železná deska, kovadlinka, čelisti svěráku atd.). Proto se doporučuje pájet na tepelně nevodivém materiálu (speciální pájecí deska – ZDE -, šamotová cihla, skleněný hranol apod.).
Tuto nedokonalost, kdy hrot páječky nedokáže vyvinout dostatečné teplo k prohřátí pájených dílů, lze obejít jedině tím, že pájené díly se vystaví jinému přímému nebo nepřímému zdroji tepla. Může to být nahřání na topném tělese (vařič), ale z hlediska přesnosti sestavení dílů je lepší prohřátí již k sobě fixovaných dílů horkým, a to buď horkým vzduchem (horkovzdušné páječky, resp. fény, nebo plamenem.
Horkovzdušné pájení, resp. ohřívání dílů
O této metodě se zmiňujeme např. v již citovaném odkazu – ZDE. Pořídil jsem si kvůli výrobě modelů z leptaného mosazného plechu horkovzdušnou páječku s regulací – ZDE, ale upřímně řečeno, nepřišel jsem jí na chuť. Podle mne je vhodná k pájení velkých dílů, nebo jak uvádíme výše k jejich prohřátí. V tomto ohledu je opravdu rozdíl v měřítcích H0 a N. Také tavná teplota speciálních pájecích past nebo speciálních kuliček je podstatně vyšší oproti běžnému „trubičkovému cínu“ (viz výše), nepochybně i proto, že tyto pasty byly vyvinuty nikoliv pro ruční pájení („bastlení“), ale pro pájení elektrotechnických SMD součástek ve speciálních pecích. A konečně, i když jsou v zakoupené sadě horkovzdušného fénu redukce na koncovku, horký vzduch ohřívá široké pole a nikoliv bod o několika mm2.
Ohřívání plamenem
Dospěl jsem k úvaze, že by se v mé dílničce hodil maličký hořák. A tak jsem si jich postupně několik pořídil. O některých jsem i napsal v rubrice Dílna-Nářadí.
Myslím, že prvním byl mikrohořák zakoupený u firmy Conrad – ZDE. Plnil se butanem (běžně dostupný plyn adjustovaný v tlakových nádobkách). Díky tomu, že startovací tlačítko s piezoelektrickým zapalovačem bylo nutné stále silně tisknout palcem, nedalo se s ním dlouho pracovat. Regulace plamene byla rovněž nedokonalá (pouze přisávání vzduchu). Byl to de facto jen takový obyčejný cigaretový zapalovač s plamenem směrovaným horizontálně.
Pak jsem někde objevil lepší hořák, byť deklarovaný jako zapalovač doutníků. Byl uložený v překrásné krabičce, ale po krátkém čase selhal piezoelektrický zapalovač. A zase: Startovací tlačítko zapalovače bylo umístěno dosti nešikovně, neergonomicky a po dobu hoření se muselo držet stlačené.
Posléze jsem objevil velmi šikovný a dobře ovladatelný plynový hořák „Honest“ (obr.), který je však asi tak dvakrát větší, než bych potřeboval, tedy především pokud jde o velikost plamene. Je výborný v tom, že piezoelektrický startér je ovládaný palcem (po otevření plynového ventilu), plamen lze regulovat otočným ventilem co do velikosti (nejmenší délka plamene je ale více jak 10 mm, tedy dost velká). „Ostrost“ plamene lze ovládat regulací přisávání vzduchu. Leč, jak říkám, pro mé potřeby mi tento hořák připadá stále dost veliký. Ne všude se také lze s plamenem dostat. Na druhou stranu, při plném výkonu hořáku je plamen mocný.
 |
 |
Obr. 1 – Plynový hořák „Honest“
V mé oblíbené prodejně pro zlatníky a hodináře Advantage v Soukenické ul. v Praze jsem objevil letovací sadu LITTLE TORCH (ZDE), která se mi jevila ideální až do okamžiku zjištění ceny (přes 6tis. Kč). Toto ryze profesionální zařízení tedy ponechám zlatníkům. Jen tak na okraj, kdyby to někoho zajímalo: Je to miniaturní svařovací hořák i pro snadné manévrování v těžko přístupných prostorech. Koncovky hořáku mají otvory o průměru 0,28; 0,50; 0,73; 0,94 a 1,19 mm. V hořáku se používá kombinace kyslíku a dalšího plynu. Podle použitého hořáku a kombinace plynů hořák vytváří dokonale řízený plamen s dostatečnou teplotou k tavení kovů, skla a keramiky až do 6 300°F (3 482°C). Všechny hořáky jsou dodávány s 182 cm dlouhými hadicemi. Je jasné, že k hořáku se ještě musí koupit tlakové nádoby s médii (a občas si zajistit jejich naplnění). A to asi taky něco stojí…
Dosahované teploty v kombinaci kyslík plus:
– acetylen 5900°F – 6300°F (3260°C – 3482°C)
– butan 4995°F (2757°C)
– MAPP 5300°F (2926°C)
– zemní plyn 4600°F (2537°C)
– propan 4780°F (2637°C)
– vodík 4850°F (2676°C)
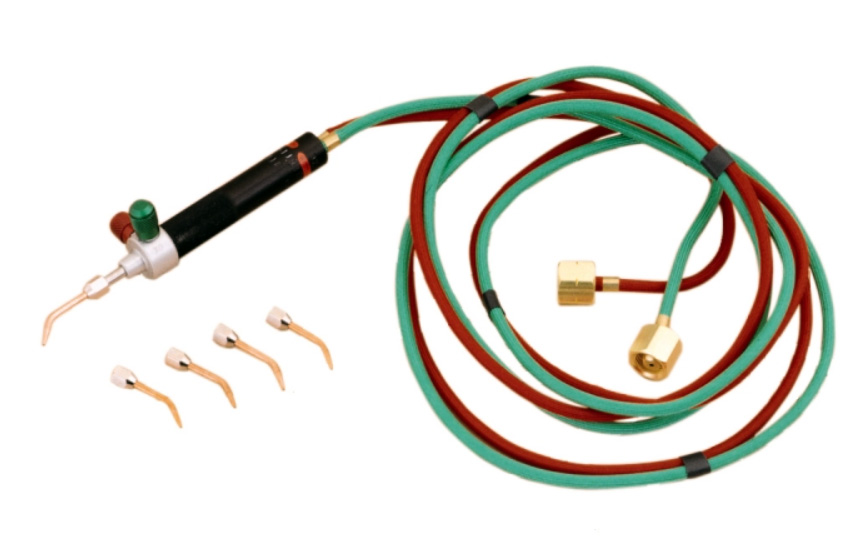
Obr. 2 – Letovací sada Little Torch; zdroj – Advantage
.
Poznámka: Hledal jsem, zda-li už Číňané neokopírovali podobné miniaturní profesionální zařízení, třeba jen s nižší teplotou (butan plus přisávaný nebo tlačný vzduch) a s plamenem tak okolo 2 – 5 mm. Zatím jsem úspěšný nebyl, ale na YouTube je několik odstrašujících příkladů podomácku zbastlených geretů made in Russia. A ty mne dostatečně odradily jít touto cestou…
„Plamenomet“ z HongKongu s návodem v ruštině
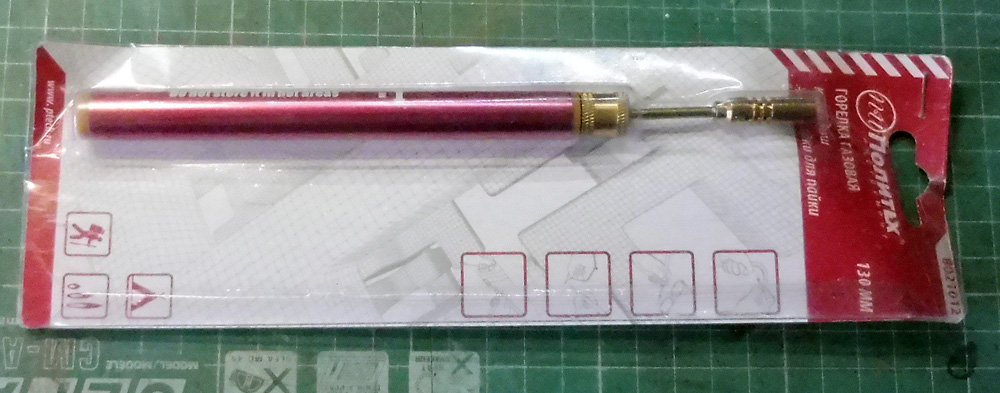
Nicméně, při hledání nějakého malého hořáčku jsem objevil obrázky sympaticky vyhlížejícího a navíc levného hořáku, kterých je všude plno (viz čínské e-shopy, eBay, Amazon aj.) – a neodolal jsem. Za čtrnáct dní mi ho poslali za pár babek z Hong-Kongu. První co mne překvapilo byla jeho skutečná velikost. A zadruhé, že návod a bezpečnostní pokyny na obalu byly v ruštině. Taky že jo; v Rusku se tyto hořáky prodávají ve velkém. Našel jsem bezpočet překupnických e-shopů s koncovkou .ru a stejně tak hodně doporučujících recenzí na YouTube.
 |
 |
 |
 |
Obr. 3 – Hořák made in China „Pencil Torch“
Tak jsem ten „zázrak techniky“ vyzkoušel a vřele doporučuji – NEkupovat!! Je to takový maličký „plamenomet“. (Vlastně ani pořádně nevím, na co by se mohl hodit…) Užitná hodnota bude hodně podobná laserovým světýlkům, které používají puberťáci k ohrožování posádek letadel…
Jak už jsem napsal, není tak malý, jak to vypadá na obrázku. Celá „tužka“ (nádobka na plyn) spolu s hořákem je dlouhá 20 cm. Hořák se plní butanem ventilem jako v plynovém zapalovači na zadním čele. Regulace otočným kroužkem pod hořákem není nikterak přesná. Plamen se musí zapálit nějakým pomocným plamenem, třeba zápalkou, zapalovačem, svíčkou či jiným otevřeným ohněm. Hořák nemá regulaci „ostrosti“ plamene. Dá se stáhnout do nejmenší délky asi 20 mm, což je pro mé zamýšlené potřeby příliš. Při dalším regulování množství plynu plamen zhasne, i když je hořák teplý. Navíc, ventily (napouštěcí i hořákový) zřejmě moc netěsní, protože po třech dnech od naplnění jsem před dalšími testy musel plynovou nádobku znovu naplnit.
Závěr
Vlastně jsem ještě nenapsal, proč hledám maličký hořáček s regulací plamene a hlavně s možností dostat se s koncovkou (hořáčkem) i do obtížněji přístupných míst. No, mám vyzkoušeno, že když je například potřeba, aby cín (přesněji pájka) pěkně zatekl do ohybové rysky, tak je ideální „líznout“ tuto linii špičkou plamene hořáku. Dojde k okamžitému prohřátí mosazného plechu i roztavení a hlavně zatečení cínu (pájky). Dalším příkladem je zmíněné nahřívání dílů před pájením hrotem elektrické páječky.
Takže, cíle jsem prozatím nedosáhl. 🙂 A jít do nějakých experimentů s otevřeným plamenem v paneláku se mi opravdu nechce.
Foto hlav; označené foto Advantage-fl.cz
.
Rubrika: DÍLNA, Nářadí, ZPRÁVY
Počet přečtení: 6 284 | Tisknout:
 | Poslat:
| Poslat: 





























26.11.2018 at 09:57
A čo niečo takéto, tie nástavce by sa dali predlžiť ak by bola potreba. Je to sice teplovzdušné, ale na nahriatie miesta by ten vkon mohol stačiť.
http://www.avelmak.sk/index.php?lm=1440&pg=det&article=70797
30.11.2018 at 17:48
Ahoj v Baumaxu a v podobných obchodech mají malé plynové pájky s mnoha nástavci včetně nástavce, který funguje jako pájení horkým vzduchem. Její název je:
ROTHENBERGER INDUSTRIAL
Je velká jako větší propiska, doplňuje se plynem do zapalovačů a má regulaci plamenu. Kdybych uměl fotit tak ti pošlu foto.
Měj se, Míra